
工程変更とは?
製造工程の変更で改善できることもあります。工場長パパがよく使うのは「工程や動作の順序変更」と「工程や動作の削除」です。前者は順番を変えることで効果が出るもので、後者はその作業自体をやめる事で効果が出るものです。前者の「順序変更」は仕掛けが不要なものもありますが、後者の「工程や動作の削除」はやめるための仕掛けが必要なものが多いです。ただただやめてしまう事ができたのは、ただのムダだったのかもしれません。
では、「順序変更」にはどんなものがあるのか?
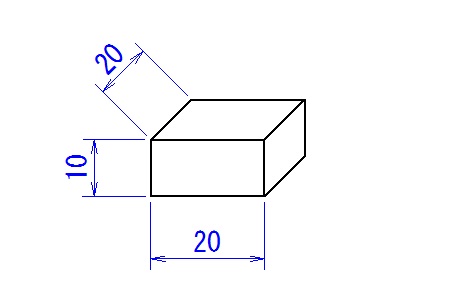
例えば切削加工なら、無駄のない出来上がりサイズに適した最小サイズの材料を使用するのが、材料代は安くなります。ですが、ここが問題です。材料をカットするにも「カット代」が必要になります。これを仮に“5個くらい並べて加工をする事が出来る機械”で加工するなら、5個分の大きな材料を使用します。機械でカットするのでその分が余分に大きくなりますが、材料が極端に高価な材料でない限り、この出費はいろいろなもので回収出来ていきます。これが「順序変更」です。
1個で加工する場合
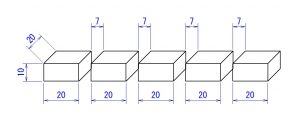
5個で加工する場合
5個取りの加工を行なう場合は材料は次のようなものを使用していました。
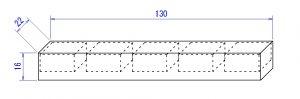
5個取り材料
このような材料を使うことで、ずいぶんと脱着の手間を省いたものです。
「工程や動作の削除」ってどうするの?
道具を取るときに、振り返ったり、しゃがんだり、そんな動作は真っ先に無くすための方法を考えましょう。一日に一度や二度なら、改善を後回しにしてもいいでしょうが、例えば100回振り返って道具を取って作業する→もちろん道具は片づける。こんな事してると、一日に10分位の時間はすぐになくなります。テレビなどで一度くらいは見たことがあると思うのですが、組立工場での電動ドライバーは上からぶら下がっていて使い終わると、シュルシュル…と上がっていきます。もちろん邪魔にならないくらいの、手の届く範囲にです。
他にも、位置合わせ等の作業もそうです。その位置に置く必要のあるものは、「位置合わせ“ジグ”」などを使用し、“合わせる”という作業をやめてしまいます。
動作の削除を行なった便利なパーツ
今までの作業では、「ふたを閉める」→「ふたが開いてしまわないように左手で押さえ続ける」→「そのすきに右手でクランパーを回転させふたをロックする」という流れのものを当たり前のように使用していました。
あるパーツを見つけることができてからは、「ふたを閉める」→「自動的にふたがロック」が出来るようになっています。またの機会に紹介させていただきます。




コメントを残す